For years I have wished to reproduce the method of re-silvering sextant mirrors using the process which was common until the mid 19th century, when chemical methods of depositing silver on to glass were invented. For several centuries prior to that, tin foil was dissolved in mercury to form a two-phase amalgam of tin-mercury crystals. A ready source of tin foil used to be tea chests, but if they exist at all nowadays, they will be lined with aluminium foil, which does dissolve in mercury but immediately decays to an oxide-rich powder.
For a sextant mirror, only a few drops of mercury are needed and high purity tin foil can be obtained in small quantities from China on e-bay. Mercury metal is fairly harmless stuff in itself, but its vapour poses health risks and many of its organic compounds are very toxic. For our purposes, we do not need to wear personal protective equipment, wear rubber or nitrile gloves as well as protective eye wear, nor do we need to use respirators with cartridges approved for use with mercury vapour, as the amount of vapour released by the tiny amount we need must pose negligible risks.
Mercury metal is a bit hard to get hold of, as many carriers refuse to handle it because of its highly corrosive effects on aluminium and often groundless health fears, but an old mercury in glass thermometer or two may contain all we need. I am fortunate to have been given a litre by a retired chemistry teacher who had received several litres of it when an old DC power station closed down.
The first step is to remove the old silvering. Classically, it was coated with sealing wax, which is mainly shellac with a colouring substance, so it can be soaked overnight in alcohol and then rubbed off with a finger. The old silvering may come away with it, but if not, it can be dissolved in concentrated hydrochloric acid, often sold as “spirits of salt” for cleaning concrete. The vapour from fuming hydrochloric acid is irritant, so cover the container while the mirror soaks. The glass can then be thoroughly cleaned with alcohol to remove all traces of oil or grease.
The next step is to smooth a piece of tin foil about the same size as the mirror with a margin of a few millimetres all round. This can be done on a smooth glass or other clean surface, using the finger tip or a scrap of chamois (“shammy”) leather (Figure 1).
Once this is done make sure it has not stuck to the glass. I then transfer it to a piece of cartridge paper with folded-up sides to catch any stray mercury.

Then add a drop of mercury and spread it evenly over the foil with a finger tip to give a brightly glistening surface . Add another drop of mercury, to give an excess, which brings any dross of mercuric oxide and dust to the surface (Figure 2).

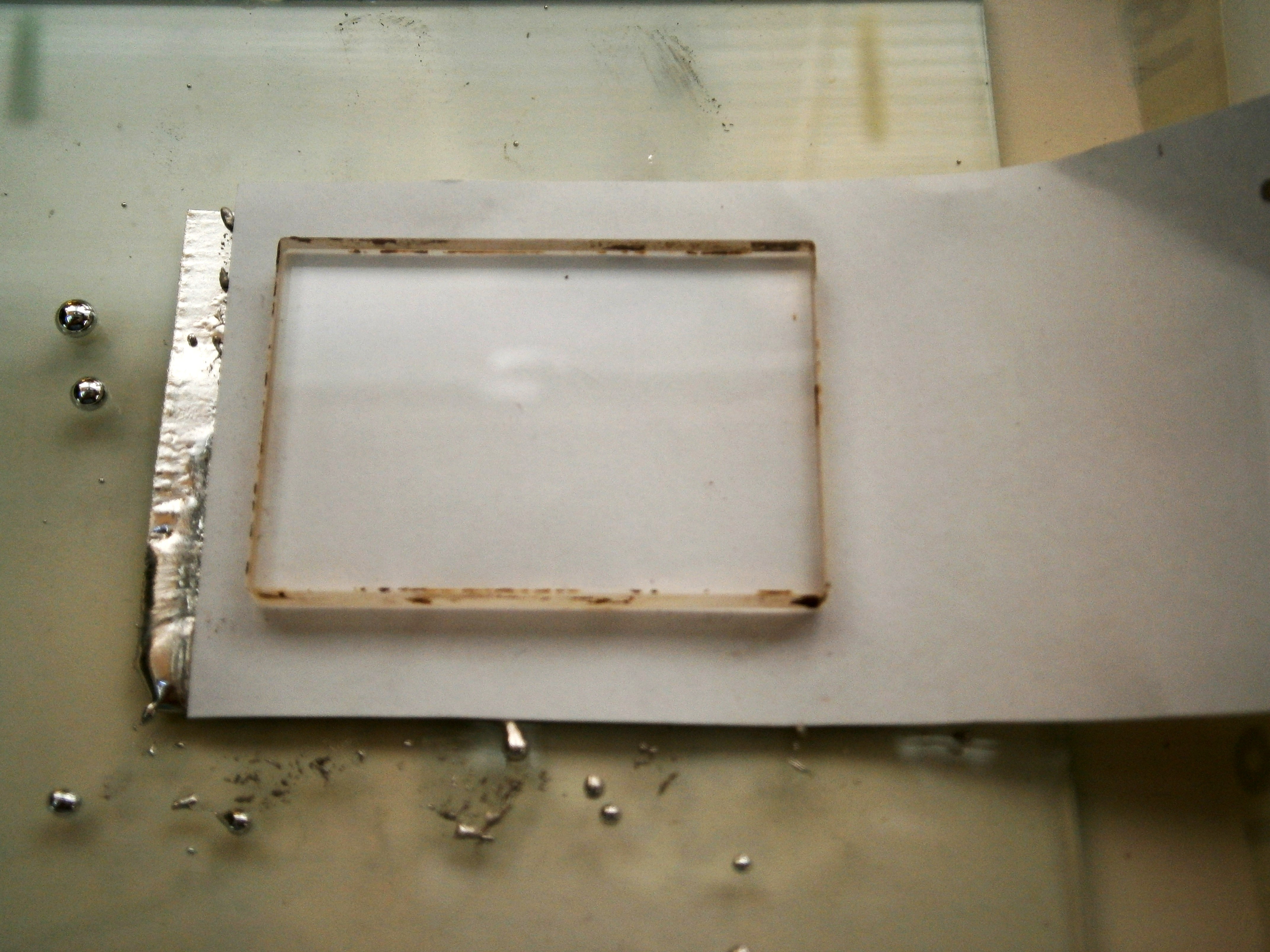
Then place a slip of clean paper on top of the mercury, followed by the glass and holding the glass with a light downward pressure, slide out the paper and, with luck, the dross (Figure 3).
Tilt the glass and let excess mercury drain off ,steadying it so that it does not slide off (Figure 4). Note the brightly reflective result.

The mercury tends to collect at the bottom edge and can be encouraged to drain by adding a slip of tin foil (Figure 5).

At this point, I slide a slip of paper between the foil and the glass substrate to prevent the two from sticking together, and allow a day or so for all the mercury to drain away. Though now containing tin, it can be collected in a separate vessel and used again if one does much silvering. Figure 6 shows the back of the new mirror after trimming excess tin.

And Figure 7 shows the front. Tin is less reflective than silver, but the eye can just about detect a doubling of brightness, and I certainly cannot detect any difference between modern mirror glass and the few ancient sextant mirrors I have renovated.

I use acrylic paint to protect the back and continue the paint around the sides to ensure a waterproof seal. If “authenticity” is desired and you can find sealing wax you can dissolve it is “spirits of wine” (alcohol) and use that as a sealant, or colour some shellac.













You must be logged in to post a comment.